
.svg)
From Truck Arrival to Billing: How a Modern Septage Receiving Station Works
If you manage hauled septic waste at a municipal plant, you already know the drill. A truck pulls up, someone has to walk out, check credentials, watch the discharge, manually log the volume, and chase down billing later. Multiply that by a dozen loads a day and it's a significant drain on staff time — and a meaningful source of billing disputes, compliance gaps, and equipment surprises.
Modern septage receiving stations are designed to close those gaps. But a truly streamlined operation requires two things working together: the right physical equipment and integrated software that ties every step into a single, auditable system. Neither alone is enough. Here's what the full process looks like when both are working well.

Step 1: Hauler arrival and access control
The process starts before the hose is even connected. When an authorized hauler pulls up, they swipe an RFID card, enter a PIN, or authenticate through a mobile app. The system verifies their account status and approved waste type, opens the inlet valve, and timestamps the arrival — all without anyone leaving the control room. Non-approved haulers don't get in. Accounts with compliance flags are blocked. The gate is the first line of defense.

Step 2: Metered discharge
Once the hauler connects and opens their truck valve, a flowmeter begins counting every gallon in real time. The system can control flowrate through an actuated valve to prevent surge loading. Volume accumulates automatically against the open transaction record — no clipboard honor system, no estimates, no disputes about what was delivered.
These first two steps are where the integrated software platform does its most important work. EleMech designed its Portalogic septage receiving solution specifically around this foundation: secure access management, real-time metering, and the transaction logic that connects a hauler's identity to every gallon they discharge.

Step 3: Screening, grinding, and grit and grease removal — site-specific equipment decisions
Not every site requires the same level of physical pre-treatment. The need for screening, grinding, and grit or FOG removal depends on the waste streams your site accepts, your downstream process configuration, and your regulatory requirements. This is where an engineering assessment matters.
A bar or drum screen captures rags, wipes, and solids before they reach your pumps and digesters. A grinder upstream shreds non-dispersibles — wipes and plastics that make up an increasing share of septic waste — to protect the screen itself. A vortex separator or grit chamber pulls out sand and heavy inorganics. A FOG skimmer removes fats, oils, and grease before the load enters the main treatment train. For plants with anaerobic digesters, captured FOG is a high-strength feedstock that can boost biogas production rather than becoming a disposal headache.
.webp)
Step 4: pH monitoring and sampling — where equipment and software meet
pH monitoring is a clear example of why equipment and software must be designed to talk to each other. A sensor alone tells you a number. An integrated system acts on it: if a reading falls outside the permitted range, the inlet valve closes automatically, an alarm fires, and the event is logged against the hauler's transaction record — all without operator intervention.
A composite sampler pulls proportional samples throughout the load, linked by ID to the transaction. The result is a defensible, time-stamped record of load quality — useful for compliance and for conversations with haulers whose waste is consistently out of spec. EleMech's platform handles this integration natively, connecting pH and sampling data directly to the transaction and reporting layers.
Whether your site needs all of this, some of it, or none of it is a design question — not a product question. EleMech works with a range of trusted equipment suppliers for screening, grinding, and grit and grease removal, and our software platform is built to integrate directly with those systems. That means alarm data, cycle counts, and equipment status flow into the same dashboard as your access, metering, and billing data — not into a separate silo.
Step 5 and 6: Billing and operator reporting — closing the loop
When the hauler ends the load, the system finalizes the transaction: final volume recorded, receipt generated (printed or electronic),and the account debited or queued for invoicing. The inlet valve locks. The full record is written.
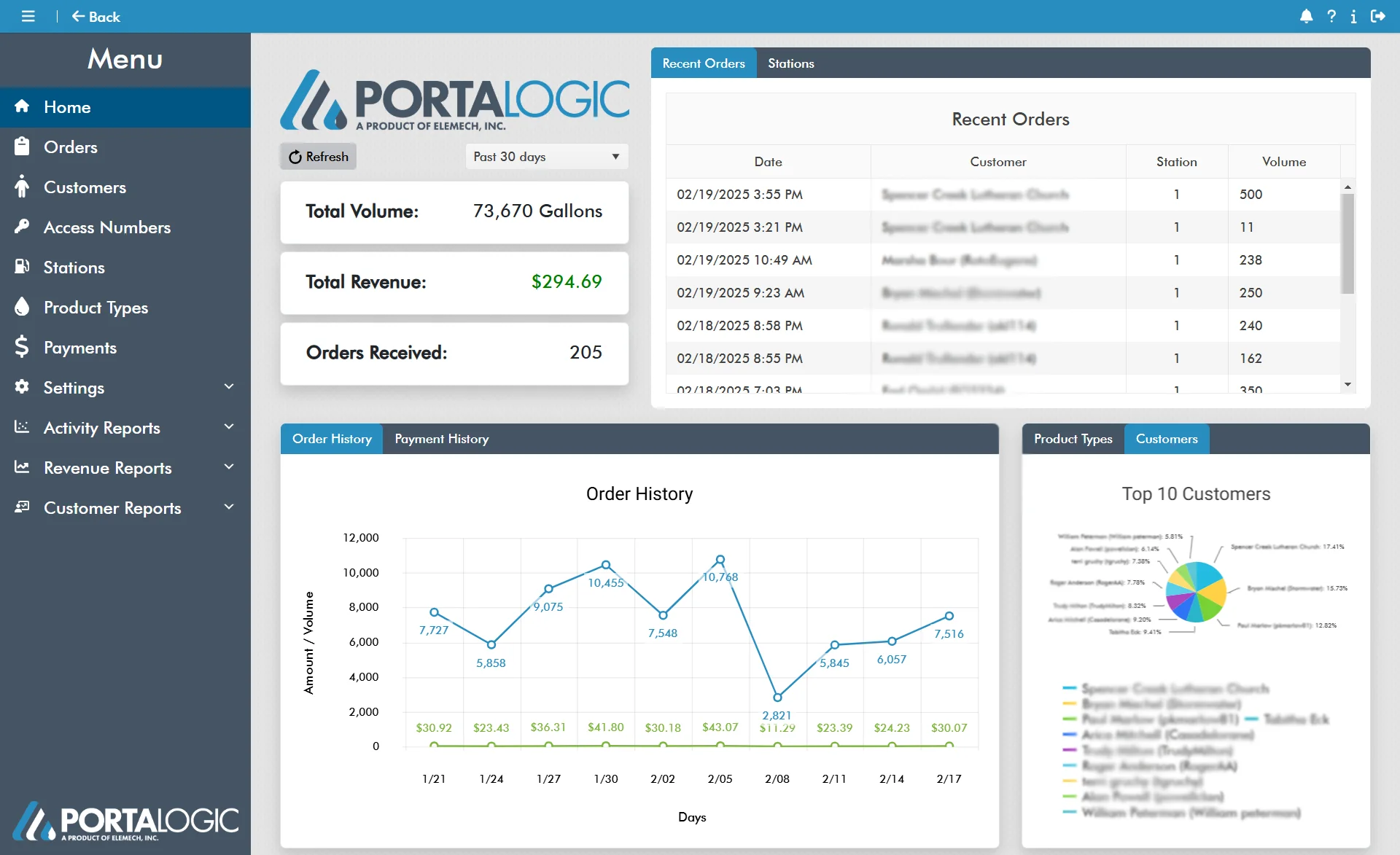
The management dashboard then aggregates everything: loads by hauler, volume by day or month, alarm events, rejected loads, billing summaries, and compliance reports on demand. Preventive maintenance alert strigger based on equipment run hours and cycle counts. The goal is one view that covers operations, compliance, and revenue without manual data entry at any point in the chain.
This is the part of the system that most operators don't fully anticipate when they start evaluating solutions. The receiving station itself is visible — you can walk around it. A reporting platform is what makes it manageable at scale.
The engineering question behind every site
The case for automation isn't just efficiency — it's consistency. A manual process is only as good as whoever is on the pad that day. An integrated system applies the same rules to every hauler, every load, every time.
But getting that consistency requires matching the right equipment configuration to your site and making sure the software layer connects all of it. That's the engineering work that happens before a single piece of equipment is specified.
If you're evaluating a septage receiving system — or upgrading an existing one — the right starting point isn't a product catalog. It's a conversation about your site, your waste streams, your regulatory requirements, and how the pieces need to fit together. That's what EleMech does.
Trusted expertise in bulk water and wastewater—delivered by Portalogic.

.jpg)

